Share
Pin
Tweet
Send
Share
Send

Zváranie pred otvorom
Pre začínajúcich zváračov je potrebné začať vyrábať elektrické nity s predbežným vyvŕtaním otvoru v hornom plechu, aby ste získali potrebné skúsenosti. Pri zváraní ocele s hrúbkou 3 mm by mal byť jej priemer 6-9 mm.

Elektróda sa aplikuje na spodný obrobok otvorom v hornej vrstve. Ak sa používa tenká oceľ, jej zapaľovanie by malo začať od stredu, potom pomaly posúvať a naďalej ukladať kov na okraji, pohybujúc sa v kruhu nahor. Na hrubom kove s veľkou dierou musíte zapáliť elektródu na okraji a pri pohybe v kruhu sa niekedy presunúť do stredu.


Na získanie spoľahlivého nitu je potrebné dodržiavať niekoľko pravidiel:
- Pre rýchle zahriatie dolného obrobku je lepšie na zváracom stroji nastaviť prúd 110A.
- Umiestnite najmenej 2 nity, aby ste zabránili skrúteniu spojovaných častí.
- Tenké obrobky tesne stlačte, aby ste predišli spáleniu horného kovu;
- Čím vyšší je prierez kovu, tým väčší je priemer otvoru pre inštaláciu nitu.
- Nit je nastavený naraz bez prestávok. Vďaka tomu sa všetka troska zhromaždí na vrchu a môže sa zraziť, čím sa získa čistá huba.
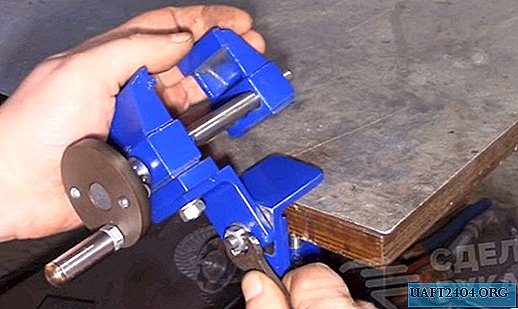
Inštalácia elektrického nitu horením bez otvoru
Po skúsenostiach so zváraním spojov môžete okamžite vyskúšať elektrické nity bez vŕtania horného plechu. Táto metóda je vhodná na bodové zváranie tenkých plechov. Elektróda je pripojená ku križovatke a je udržiavaná až do charakteristického zvuku horenia hornej časti. Hneď ako list prehorí, je potrebné pomaly nadvihnúť elektródu a nanesením kovu uzavrieť výsledný otvor.

Na tenké kovové rutilné elektródy sa dajú použiť elektro nity. Na vážnejších obrobkoch je najvhodnejší hlavný povlak. Ak sú vyrobené najmenej 2 nity, potom nebude možné spojiť časti v žiadnom smere nárazu. Varenie s nitmi je rýchlejšie a hospodárnejšie z hľadiska spotreby elektród, preto je táto metóda skutočne užitočná.


Share
Pin
Tweet
Send
Share
Send