Share
Pin
Tweet
Send
Share
Send

Bude potrebovať
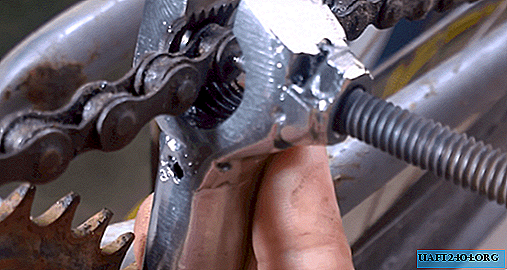
Ak existuje kruhový mlyn vhodný pre priemer (iný názov pre jadrovú, dutú alebo kruhovú vŕtačku), potom sa práca so zakrivenými povrchmi, najmä valcovými, stáva oveľa jednoduchšou a produktívnejšou.
Potrebujeme tiež pohon na nástroje, napríklad vŕtačku, niekoľko konvenčných zákrutových vŕtačiek rôznych priemerov a prostriedky na chladenie korunky počas prevádzky. Môže to byť špeciálna rezacia kvapalina, vhodný strojový olej alebo napríklad univerzálne mazivo WD-40.

Algoritmus vŕtania koruny
Vŕtanie povrchu potrubia musí smerovať presne do priemeru, inak nebude možné dosiahnuť pozitívny konečný výsledok.
1. Na konci potrubia označíme značkou priesečník priemeru so stenami produktu (na tento účel existuje veľa metód a zariadení).
2. Nainštalujte potrubie tak, aby jedna zo značiek bola presne na vrchu. Pomocou miery pásky zmerajte od nej pozdĺž generatrixu požadovanú vzdialenosť a označte ju značkou.

3. Potiahnite potrubie do zveráka a nakloňte označený bod pomocou jadra a kladiva.

4. Potrubie prevráťte vo zveráku opačnou stranou, označte bod oproti prvej a zabaľte ho.
5. Použitím tenkej vŕtačky a vŕtačky vyvŕtajte otvory v oboch naznačených bodoch potrubia.
6. Ďalej ich vŕtame vrtákom väčšieho priemeru v jednom priechode, pretože existuje horný vodiaci prvok a spodný strediaci otvor.

7. Pri výmene špirálovej vŕtačky na vŕtacom skľučovadle korunkou za strediacu vŕtačku, rúru otáčame vo zveráku o 90 stupňov tak, aby boli vodiace otvory vodorovné. To vám umožní vynaložiť veľké úsilie pri práci s korunou.

8. Pretože je jadrová vŕtačka počas prevádzky veľmi horúca na jej chladenie a uľahčenie procesu, namažte pracovné zuby a susedný remeň v kruhu s univerzálnym mazivom WD-40.

9. Vložte centrovací vrták korunky do otvoru predtým pripraveného v rúrke a začnite proces, z času na čas pridajte mazivo do korunky.

10. Keď koruna vyjde na opačnú stranu rúrky, dostaneme výrez, ktorý sa podľa konfigurácie musí presne zhodovať s rúrkou s rovnakým priemerom, čo je potvrdené príslušnou kontrolou.

11. Ak je potrebných niekoľko trysiek s rovnakými dĺžkami s kučeravými rezmi na koncoch, potom vyvŕtame centrovacie otvory v polotovare rúrok v rovnakej vzdialenosti od seba a alternatívne pomocou jadrovej vŕtačky získame požadované polotovary.

Pre informáciu
Pripomíname, že vonkajší priemer vŕtačky a rúrky, ktorá sa má obrábať, musia byť presne rovnaké.
Share
Pin
Tweet
Send
Share
Send