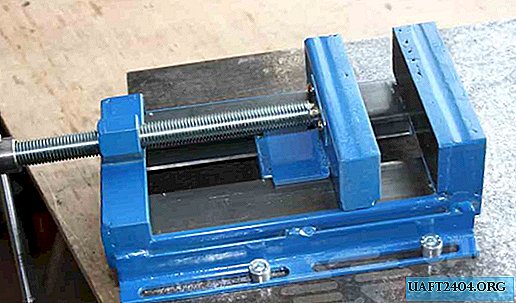
V tomto prehľade autor ukazuje domáce tisky na inštaláciu na vŕtacom stroji.

Na výrobu tisu použil majster polotovary z plechu s hrúbkou 4 mm a profilovou rúrkou 20 x 40 mm.
Z profilovej rúry urobil autor dve upínacie čeľuste (pohyblivé a pevné), vodiace lišty a jazdec jazdca.
Z plechu bude potrebné urobiť prekrytia pre špongie, zadnú opornú dosku a úroveň upnutia (hornú a dolnú).

Ako vodiacu skrutku autor použil kus kolíka s priemerom 16 mm a dĺžkou 210 mm.
Matica je polovica predĺženej matice M16. A zámok vodiacej skrutky je vyrobený z oceľovej platne hrúbky 1 mm.
Autor lokalizoval upevňovacie prvky matice lokálne, aby zabezpečil zarovnanie otvoru vodiacej skrutky pohyblivej čeľuste a matice, a tým zabránil nesprávnemu vyrovnaniu vodiacej skrutky.
Funkcie dizajnu tisu
Oceľové plechy - zátky sa vkladajú a privarujú z koncov upínacích čeľustí.
V pohyblivej špongii vo vzdialenosti 15 mm od horného okraja v jednej stene autor vyvŕtal pod vodiacu skrutku otvor s priemerom 11,5 mm.
Vo vnútri špongie sa privarí 5 mm hrubá oceľová doska. Je to dôraz na vodiacu skrutku.
Master privaril zadnú nosnú dosku k dvom vodiacim lištám (z profilu) od konca. Pri zváraní boli nastavené všetky uhly. Vzdialenosť medzi vodiacimi lištami sa rovná šírke jazdca.

V ďalšej fáze bola k nosnej doske a vodiacim prvkom privarená pevná upínacia čeľusť.

Potom bola k pevnej špongii pritiahnutá pohyblivá špongia a k nej sa privaril posúvač. Horná upínacia tyč je privarená k posúvaču.
V spodnej stene posúvača sa vyvŕtali 4 otvory s priemerom 6 mm. Vnútri, oproti otvorom, sú matice M6 zvárané.

Pri montáži bude spodná prítlačná tyč pripevnená k posúvaču. Pozri fotografiu nižšie.

Na vodiacej skrutke, na opačnej strane kolíka, autor privaril 20 mm dlhý rukáv vyrobený z ½ palcovej vodovodnej rúrky. Otvor pre rukoväť sa vyvŕta s priemerom 6,5 mm.

Podpery tisu boli vyrobené z uhla 20x20 mm - drážky v nich boli rezané pod skrutkami M8.

Viac informácií o tom, ako zívať zívanie pre vŕtačku, nájdete vo videu.