Share
Pin
Tweet
Send
Share
Send
Ak dôjde k spojeniu dvoch rúrok rovnakého priemeru, vykonáme pri ponorení tzv. "nohavice" - segmenty, ktoré by z väčšej časti mali mať veľkosť trikrát menšiu ako je priemer.
Nižšie uvádzame najťažší prípad z hľadiska rezania, keď je zárezová rúrka v priemere o niečo menšia ako hlavná, napríklad 89 mm alebo 76 mm a 100 mm.

Bude potrebovať
Aby sme mohli rezať a variť vložku dvoch kovových rúrok rôznych priemerov, musíme mať:
- rúrkové polotovary dvoch rôznych priemerov;
- brúska s rezacím a brúsnym kotúčom;
- markeru;
- pravítko, štvorec;
- zváracie stroje;
- kladivo.
Algoritmus vkladania okrúhlych rúr
Použijeme široko používanú technológiu objímkového nátrubku, keď je okraj výrezu kolmý na okrúhlu rúrku vytvorený vzhľadom na hlavnú rúrku. Pri implementácii tejto metódy sa budeme riadiť nasledujúcim poradím.
Okraj zváranej rúrky rezáme v pravom uhle.

Označíme na ňom štyri body, ktoré sú priesečníkmi dvoch vzájomne kolmých priemerov a konca rúrky. Ak je všetko urobené správne, potom sú tieto body usporiadané rovnomerne v kruhu o 90 stupňov.


Potrubie s vyznačeným koncom sa umiestni na bočný povrch hlavnej rúrky a zmeria sa pomocou kovového pravítka alebo pásky najväčšia medzera medzi čelnou stranou prvej a druhej generatrix. V našom prípade sa ukázalo, že sa rovná 30 mm.
Z dvoch protiľahlých bodov na koncoch sme ležali pozdĺž generatrix 30 mm. Nakreslíme značku na bočný povrch potrubia dvoma hladkými čiarami vyžarovanými z jedného susedného bodu na konci v opačných smeroch, aby prešli cez spodné značky a zbiehali sa v druhom bode na konci.
Podľa označenia sa brúskou s rezným kotúčom vyrežú úlomky vo forme dvoch identických zaoblených segmentov. Vystrihnite kučeravé rezy na konci potrubia tak, aby nezostali žiadne ostrapky alebo hrbole.

Vyskúšame potrubie na mieste a ak sa zistí nedostatočné uloženie, opravíme tieto miesta brúskou a dosiahneme presnejšiu zhodu povrchov rúr.

Vonkajší obrys zváranej rúrky prenesieme na bočnú plochu hlavnej rúrky so značkou. Vo vnútri získanej uzavretej čiary vybudujeme zhodnú čiaru, odchyľujúcu sa od vonkajšej podľa hrúbky steny rúry. Na novom riadku vyrobíme rez.

Pomocou brúsky vyrežte v rúrke kruh podľa označenia a spracujte hrany, aby ste odstránili otrepy a zaoblili hrany pre zváranie.

Pred začatím zváračských prác so štvorcom skontrolujte kolmosť rúr. Uhol medzi generátormi by mal byť 90 stupňov. Robíme rukavice bez prstov na dvoch alebo troch miestach.

Zváranie začneme od dolného bodu kontaktu a vykonávame v dvoch priechodoch vláknovým švom: koreňom a obkladom. Týmto spôsobom poskytneme najlepšiu kvalitu zváraného spoja.
Pri zváraní je dôležité zvoliť správnu prúdovú silu, ktorá závisí od kvality dodávanej elektriny a najmä od napätia. Zvyčajne je to asi 70 - 80 A. Varíme s trojmilimetrovou elektródou UONI-13-55, pričom sa snažíme zabezpečiť, aby troska nespadla do kovu.
Po prechode z dolného bodu na horný sa zastavíme a kladivom porazíme trosku. Zistené nedostatky nie sú kritické, pretože sa dajú odstrániť v druhom priechode.
Rovnakým spôsobom privaríme aj druhú polovicu spoja povrchov rúrok. Potom jemne spracujte prvý šev, odstráňte veľké toky a trosku.

Začneme ukladať predný šev zdola, držíme elektródu v uhle 45 stupňov pozdĺž cesty a pohybujeme ju priečne k prvému švu alebo „rybej kosti“. Ďalej uvaríme šev, držíme elektródu takmer zvislo k povrchu a dokončíme prvú polovicu, opäť umiestnime elektródu pod uhlom 45 stupňov a urobíme kruhové pohyby.
Predný šev začneme ukladať aj od spodného bodu a privádzame ho na vrchol, potom strhneme trosku kladivom zo švu.
Rovnakým spôsobom varíme predný šev v druhej polovici kontaktu rúrok. Pri pohybe nahor spomaľujeme rýchlosť zvárania, takže šev je všade rovnaký.
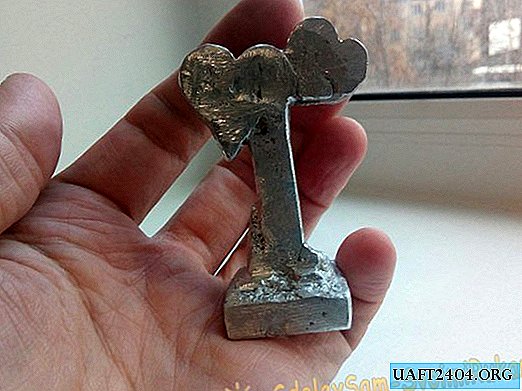
Odtrhli sme tiež trosku a šev sme vyčistili mlynčekom. Výsledkom je čistý a spoľahlivý zvarový šev.
Share
Pin
Tweet
Send
Share
Send