Share
Pin
Tweet
Send
Share
Send

Medzi rozpojiteľnými pripojeniami sú obzvlášť bežné závitové spojenia. Ak je to potrebné, umožňujú vám rozobrať zostavu na časti bez poškodenia a potom ich znova zostaviť. Z tohto dôvodu sú rôzne zariadenia na rezanie nití navrhnuté a vyrobené vo veľkom počte, a to tak podľa priemyselného odvetvia, ako aj od mnohých remeselníkov.
Ďalej uvádzame variant stroja na rezanie nití, ktorý je založený na elektrickom motore a namontovaný na jeho osi trecí neregulovaný pohon vo forme pogumovanej objímky.
Požadované príslušenstvo
Aby ste sa nemuseli rozptyľovať od práce, mali by ste si kúpiť, nájsť a pripraviť:
- dve železné kovové dosky s rozmermi 150 × 120 × 20 mm s otvorom v strede zhora s priemerom 30 mm;
- dva oceľové disky s priemerom 200 mm, hrúbkou 10 mm s jednostranným nábojom s vonkajším priemerom 40 mm a vnútorným otvorom 25+ mm s tromi radiálnymi otvormi so závitom M8;
- dve medené alebo mosadzné puzdrá s vonkajším a vnútorným priemerom 30+ mm a 25+ mm, v danom poradí, na vtlačenie do otvorov doštičiek 150 × 120 × 20 mm;
- sochorka pre hlavnú os vyrobená z ocele s dĺžkou 400 ma priemerom 25+ po sústružení;
- dva kusy rúrky dlhé 100 mm a priemeru: vonkajšie - 40 mm, vnútorné - 25+ mm;
- dve oceľové tyče s dĺžkou 300 mm a priemerom 25 mm (konečná veľkosť) so slepým otvorom na jednom konci so závitom M10;
- jedna oceľová doska so šírkou 180 mm, výškou 150 mm, hrúbkou 8 mm s trojuholníkovým zahĺbením v strede v hornej časti pre výstup kohútika a dvoma otvormi pozdĺž okrajov zdola pre skrutky M10;
- dva oceľové rohy dlhé 35 × 35 mm a 150 mm s dvoma otvormi na okrajoch pod skrutkou M8;
- dva oceľové rohy dlhé 35 × 35 mm a 500 mm so skosenými koncami pod uhlom 45 °;
- rovnaká dĺžka je 400 mm;
- oceľový plech s rozmermi 500 × 400 × 3 mm;
- spínač motora;
- skľučovadlo upínacieho klieštiny z elektrického vŕtačky;
- hardvér (skrutky, matice, podložky na M8 a M10).
Vybavenie a nástroje
Na prípravu častí a zostavenia závitovacieho stroja potrebujeme:
- sústruh;
- grinder;
- zverák je kovovýroba;
- zváracie stroje;
- kľúče;
- úder a kladivo;
- olejnička s mazacím olejom;
- tekutina na odmasťovanie povrchov;
- maľovať;
- striekacia pištoľ atď.
Proces prípravy častí a montáže stroja
Niektoré časti sú úplne pripravené na montáž, iné si vyžadujú určité vylepšenia.
1. Na brúske konečne dokončíme (odstránime otrepy, guľaté a brúsené) všetky plochy a povrchy dosiek 150 × 120 × 20 mm, ktoré budú vykonávať hlavnú výkonovú funkciu stroja, dávajúc stálosť rozmerom a potrebnú tuhosť systému ako celku.

2. Medené púzdra upneme do skľučovadla a priemer otvoru upravíme tak, aby bola zaistená ich tesnosť v otvoroch, ktoré sú pre ne určené.
3. Zatlačte puzdrá pomocou lavičky, zabezpečte ich úplné dosadnutie do otvorov určených pre ne, až kým ramená puzdier dosadnú na povrch dosiek.

4. Položte obrobok na hlavnú os stroja na sústruh. Na zaistenie minimálneho radiálneho hádzania obrobku počas sústruženia odstraňujeme zadnú podporu sústruhu a dočasne umiestnime upínací prípravok so strednou vŕtačkou na svoje miesto a po zapnutí stroja urobíme na konci obrobku vybranie pre zadnú podporu sústruhu.

5. Vonkajšie otáčanie obrobku vykonávame ovládaním priemeru posuvným meradlom tak, aby nedošlo k oslabeniu budúcej hlavnej osi. Po dosiahnutí danej veľkosti skontrolujeme voľné kĺzanie osi pozdĺž objímky výkonovej podpery závitovacieho stroja. Ak to nie je dostatočné, zapnite sústruh a zbrúste rukáv na os.

6. Pracovný koniec osi brúsime pod sedlom zásobníka klieštiny, odmasťujte príslušnou tekutinou a kazetu upevnite.

7. Zarovnaním povrchu diskov, ktoré budú spolupracovať s pogumovaným hnacím puzdrom, otočením na sústruhu a dosiahnutím požadovaného priemeru otvoru v náboji. Presnosť skontrolujeme vložením osi a jej otočením súčasným axiálnym pohybom. Tieto pohyby sa musia vykonávať bez zasekávania alebo zaseknutia.


8. Po obvode dna stroja kladieme rohy, spájame ich v rohoch a privarujeme ich medzi sebou a k základovej doske.

9. Na jednu hranu základne inštalujeme hlavnú os s dvoma podperami, medzi ktorými sú dva poháňané disky pre prácu a voľnobeh. Vyskúšame vodítka s trubicami a elektromotor s trecím (pogumovaným) puzdrom namontovaným na jeho osi.

10. Opäť skontrolujeme správnosť a presnosť rozloženia a pomocou zváracieho stroja privaríme energetické ložiská hlavnej osi k základni stroja. Potom znova skontrolujeme voľnosť rotácie osi v podporách a jej postup tam a späť.

11. Na vonkajšej strane prednej podpery na rozhraní so spodnou časťou v jednej rovine s jej predným okrajom privaríme valcové vodiče, pozdĺž ktorých sa budú vodiace tyče pohybovať.


12. Poličky rohov pre elektromotor označíme, stred otvorov označíme miesto otvorov pre montáž motora a vyvŕtame ich pod skrutky M8. Rohy inštalujeme s namontovaným motorom, preverujeme presnosť inštalácie (kolmosť osi motora na hlavnú os stroja) a rohy privaríme k základni.
13. Potom opäť rozložíme rozmiestnenie stroja a vymaľujeme časti, s výnimkou vzájomnej interakcie (os, puzdrá, vodiace lišty, pracovné povrchy diskov atď.). Nechajte farbu zaschnúť a pokračujte do konečnej montáže stroja, namažte trecie povrchy strojovým olejom.
14. Elektrický motor pripevníme na kalibrované miesto a namontuje vodiace lišty na miesto. Upevňujeme panel so štrbinou pre kohútik na ich predné konce. Utiahnite upevňovacie skrutky disku k hlavnej osi od pozdĺžneho posunu a jemne ich pritlačte k vodiacemu treciemu puzdru.


15. Zostavte a zatvorte kryt spínača motora. Závitovací stroj je plne funkčný.

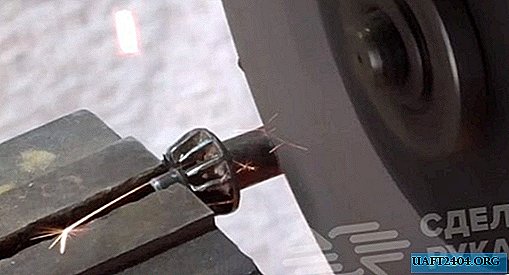
16. Kontrolujeme jeho výkonnosť striedavým rezaním závitov v dierach pre M5, M6 a M8 a namazaním kohútikov. Pri pritláčaní na nosnú plochu s časťou, do ktorej je vŕtaný niť, sa nástroj otáča doprava a rezá niť. Pri ťahaní časti so závitom so závitom sa kohútik začne otáčať doľava a uvoľní sa z výsledného závitu.



Pozrite si podrobné video
Pozrite si podrobný výukový program o tom, ako vyrobiť nite so svojimi vlastnými rukami.
Share
Pin
Tweet
Send
Share
Send