Share
Pin
Tweet
Send
Share
Send
Bolo potrebné vyrobiť zváraciu jednotku pre použitie v garáži a na vidieku. Jednoduchý, ale výkonný, výstupný prúd do 200 A na zváranie ocele do hrúbky 12 mm. elektródy "štyri" alebo "päť".


Mušt
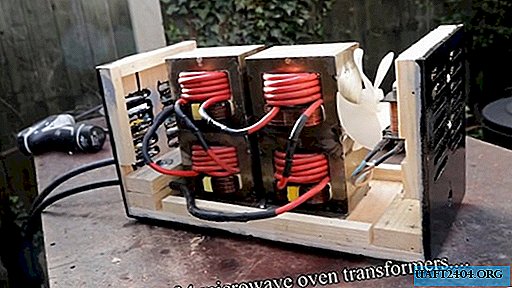
- Štyri nové alebo použité výkonové transformátory z mikrovlnnej rúry;
- Izolovaný lankový drôt s prierezom najmenej 50 mm2;
- Rukávy na krimpovanie drôtov a lisovacie kliešte;
- Jednoduché kovoobrábacie a stolárske náradie;
- Viacvrstvová preglejka pre prístroje;
- Multimeter a diaľkový teplomer;
- Rôzne drobnosti, zapínadlá, farby a ďalšie.
Výroba elektrických častí
Samotné transformátory je možné kúpiť za nové alebo použité v mikrovlnných opravovniach so slušnou zľavou.

Odstránime druhé vinutie. Na kov môžete použiť rezací disk alebo klasickú pílku. Hlavnou vecou nie je poškodiť primárne vinutie!

Zvyšky „primárneho“ rezu vyrazia bradu alebo akúkoľvek vhodnú oceľovú tyč.

Potom vo voľnom "okne" opatrne položte 10 závitov kábla.

Závery nechávame na 15 cm.

Zopakujte postup so zostávajúcimi transformátormi.
Kontrola elektrickej časti
Je potrebné skontrolovať elektriku budúceho zváracieho stroja.
POZOR!
Všetky ďalšie elektroinštalačné práce by mali byť vykonávané LEN s odpojeným napätím!
Spájanie vinutia spájame podľa schémy.

Sieť, bývalá sekundárna, v "paralelnej" sieti.

Výstupné vinutia sú zostavené do série.

V tomto prípade je potrebné, aby výstupy jedného vinutia boli pripojené na vstup nasledujúceho!
Sieťové vinutia pripájame k výkonnej zásuvke 220 V. Pri neprítomnosti záťaže skontrolujeme prúd spotrebovaný jednotkou.
Okolo 11 A., príliš veľa, ale únosné.
Merame napätie na výstupe kombinovaných vinutí na zváranie elektrickým prúdom. Výsledkom bolo napätie 35 - 37 V. Každý transformátor má 9 V.

Potom skontrolujeme možnosť zapálenia oblúka a pokúsime sa zvárať pár oceľových častí.
Kuchári! Šev je vynikajúci.

Pri zváraní vstupný prúd 32 - 35 A, oblúkový prúd 170 - 190 A.
Skontrolujeme zahrievanie transformátorov, ktoré nepresahuje 80 0C. Prijateľné.

Bývanie
Transformátory sme zvarili do dvoch.

Môžete si vyrobiť kovové telo, môžete si niečo vyzdvihnúť. Bolo pre mňa ľahšie vyrábať z preglejky.


Kryt musí mať veľké vetracie otvory.



Inštalujeme ventilátor na nútené vyfukovanie transformátorov.

Finálna montáž
Namontujeme všetky uzly a súčasti do krytu. Vykonávame spojenie vodičov vinutí, sieťové a výstupné zváranie, kovové rukávy zodpovedajúcich priemerov. Rukávy komprimujeme pomocou lisovacích klieští.


Izolujeme spoje teplom zmrštiteľnými trubicami a ohrievame ich fénom.
Zatvorte veko, zariadenie je pripravené.

Kontrola práce
Zvarili sme dva 6 mm. oceľové dosky. Oblúk je plynulý, nedochádza k „čerpaniu“ prúdu. Šev sa získa hlbokým prienikom.


V prípade, že dôjde k prehriatiu transformátorov, otvorom sa preverí. Teplota je o niečo vyššia ako 40 ° C.
Zváranie opakujte s 12 mm. kúsky ocele. Výsledok je opäť pozitívny.
„Zvárač“ sa ukázal!
Je pravda, že treba pamätať na to, že transformátory v zariadení sú relatívne malé. Najdôležitejšia vlastnosť zváracej jednotky PV (trvanie zahrnutia) alebo PN (trvanie zaťaženia) je preto malá 20 - 30%. Varené po dobu 3 minút, nechajte prístroj odpočívať 7-8 minút. V tomto okamihu môžete zmeniť elektródu, zmeniť usporiadanie zváraných častí, len odpočívať.
Na zvýšenie výkonu zariadenia, zníženie jeho zahrievania, má zmysel umiestniť výkonnejší ventilátor alebo vložiť sekundu. Jeden vyfúkne vzduch, druhý vyťahuje. Zvýši sa účinnosť chladenia.
Share
Pin
Tweet
Send
Share
Send